شرکت سازه های فولادی ساعی صنعت با در اختیار داشتن تجهیزات صنعتی و خط تولید اتوماتیک ساخت سازه فلزی، تبدیل به بزرگترین شرکت سازنده سازههای فلزی پیج و مهره و جوشی در استان خراسان جنوبی شده است.
دستگاه رول بازکن و اتو ورق
کارخانه ساعی صنعت مجهز به دستگاه رول بازکنی است که میتواند رولهای فولادی را با دقت بالا به صفحات تخت تبدیل کند. با توجه به اینکه شرکت ساعی صنعت بیشترین تناژ اسکلت پیچ و مهره را در استان دارد، این دستگاه و دستگاه های وابسته ساعی صنعت را قادر به تامین موارد اولیه مورد نیاز با دقت و سرعت بالا مینماید.
دستگاه برش سرد گیوتین
ساعی صنعت با دارا بودن دستگاههای گیوتین ۶ متری، ۳ متری، ۲ متری و ۱متری بر اساس نیاز هر پروژه، از این گیوتینها استفاده میکند.
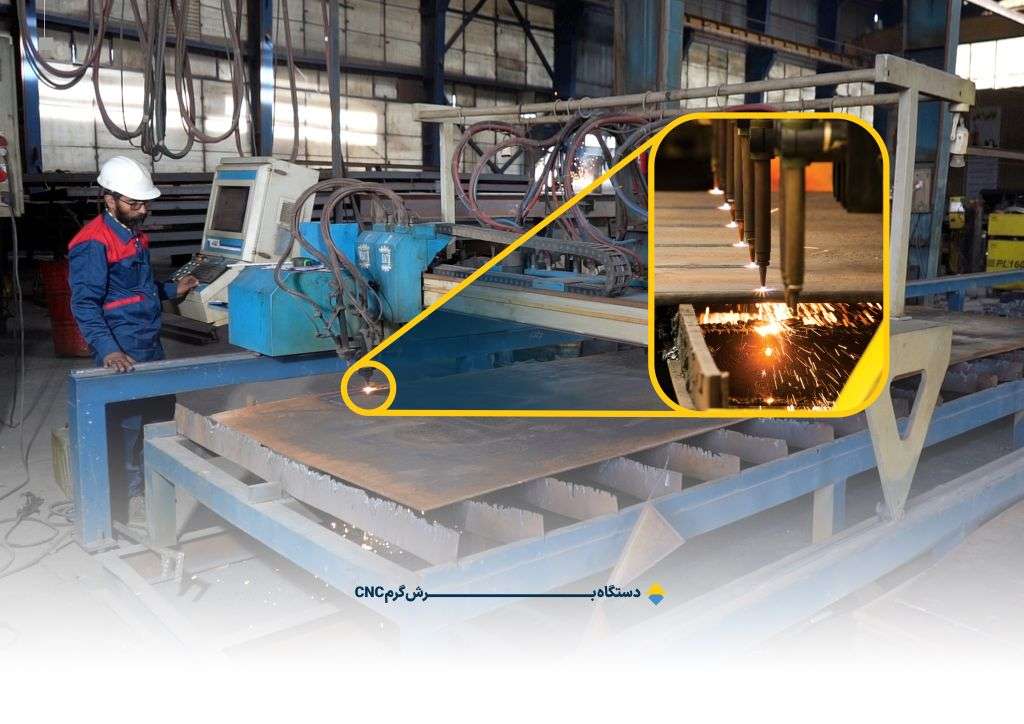
دستگاههای برش گرم CNC
شرکت ساعی صنعت برای بالا بردن سطح کیفی محصولات خود و با توجه به نیاز روز افزون به تجهیزات مدرن برش، شرکت را به دستگاه برش CNC مجهز نموده است. این تجهیزات قابلیت برش ورقهای فولادی به اشکال مختلف و با دقت بسیار بالا را دارند. از موارد کاربرد آن می توان به برش قوسی در بال تیرهای فولادی در نقاط تشکیل مفاصل پلاستیک اشاره کرد. تجهیزات CNC قادر است به شکل بری ها و زاویه بری ها را با هر نوع پیچیدگی به انجام برساند.
دستگاه مقاطع H ساز
شرکت لاهیج سوله با دارا بودن ۲ دستگاه تمام اتوماتیک Hساز با طول نامحدود کلیه اعضای I و H شکل خود را با کیفیت و سرعت بالا در تمام ابعاد فنی تولید مینماید.
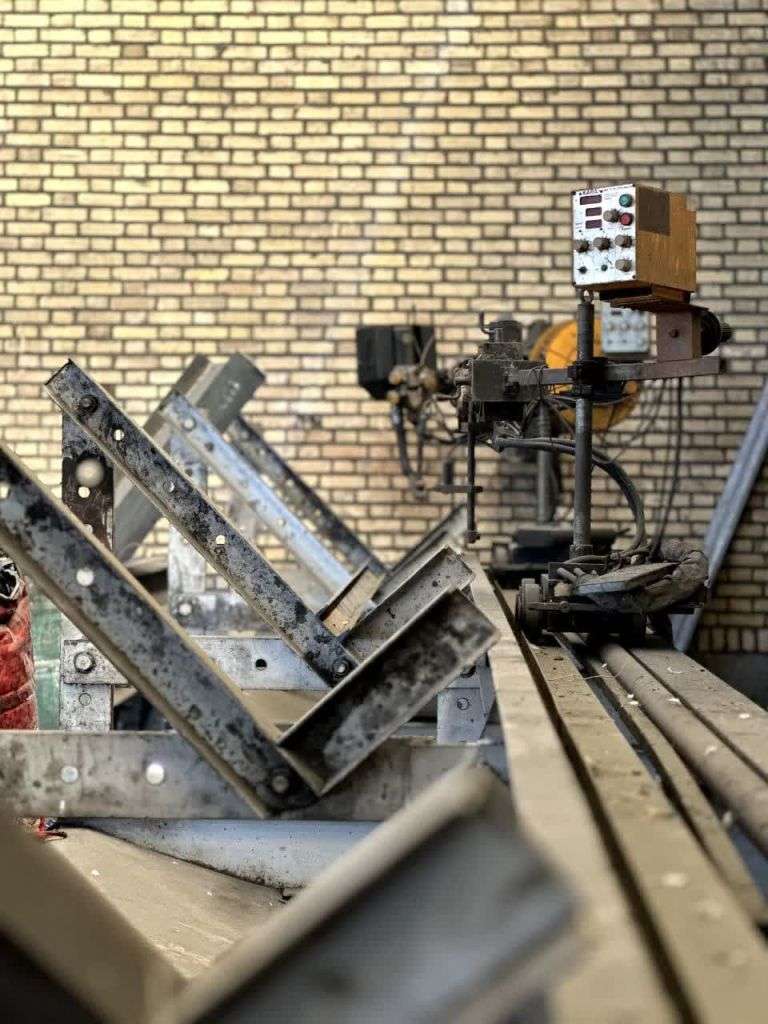
دستگاه جوش زیرپودری (SAW)
ساعی صنعت با دارا بودن ۲ دستگاه جوش زیر پودری، کلیه جوش های نفوذی قسمت های لقمه سازی بال و جان قطعات اصلی را جوشکاری می نماید. این فرآیند با کیفیت، به صورت تمام اتوماتیک و با سرعت بالا اجرا میشود.
جوشکاری CO2
در روشهای پیشین که جوشکاری اتصالات، عمدتا توسط الکترود دستی صورت میگرفت، با توجه به ضخامت بالای الکترود (معمولا ۴ تا ۵ میلیمتر) و گل حاصل از جوشکاری ایراداتی در نوار جوش به وجود می آمد که میتوان به عدم نفوذ، عدم ذوب کناره جوش و همچنین ماندن گل جوش بین پاسی اشاره کرد. بنابراین برای حذف ایرادات مذکور در لاهیج سوله از روش جوش CO2 با ضخامت الکترود ۱٫۲ میلی متر در درزها و شیارها استفاده می شود. همچنین با آمپراژ بالاتر و تشکیل حوضچه مذاب با ثبات تر و با ایجاد حفاظ گازی توسط گاز CO2 از ایجاد گل جوشکاری بین پاسی جلوگیری می شود. این روش به صورت نیمه اتوماتیک انجام میشود و از کیفیت بسیار بالایی برخوردار است